Техника и вооружение 2010 04 - [38]

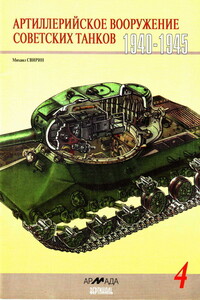
Звено гусеницы танка ПТ-76 (ПТ-76Б) со штампованными траками.

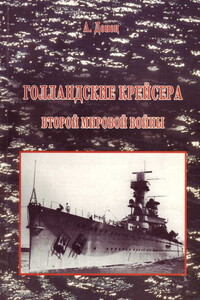
Звенья гусениц танка ИС-3 со штампованными (вверху) и литыми траками.

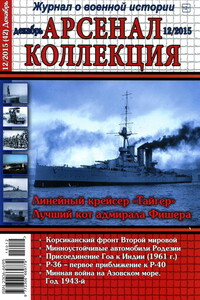
Звено гусеницы танка Т-10 (ИС-4) со штампованными траками.
В гусеничных движителях послевоенных отечественных танков использовались как литые (средние и тяжелые танки), так и штампованные траки (тяжелые и легкие танки).
Штампованные траки изготавливались из высокопрочной конструкционной стали ТВМ, содержащей хром, никель и молибден. Эта сталь имела высокий предел прочности, значительную ударную вязкость и высокую твердость.
При производстве литых траков тяжелых танков использовалась сталь КДЛВТ. По химическому составу она отличалась от стали ТВМ присутствием меди и обладала высокой прочностью и твердостью, низкой ударной вязкостью и очень малым относительным удлинением.
Траки средних танков отливались из высокомарганцовистой аустенитной стали ЛГ-13 (Г13ЛА), имевшей меньшую твердость и меньший предел прочности, чем у сталей ТВМ и КДЛВТ. Однако под влиянием ударов и деформации эта сталь подвергалась наклепу, в результате чего ее твердость увеличивалась до 500 кг/мм2. Кроме того, сталь ЛГ-13 была малочувствительна к концентрациям напряжений. Существенным недостатком этой стали являлся высокий уровень наведенной радиоактивности при облучении нейтронами во время ядерного взрыва. Несмотря на то, что образующийся изотоп марганца-56 имел небольшой период полураспада (около 2,5 ч), возникла необходимость в снижении уровня наведенной радиации.
Анализ свойств элементов, обладающих высокой способностью поглощения нейтронов, показал, что оптимальным в этом отношении химическим элементом являлся редкоземельный элемент – гадолиний[52*]. Поэтому значительное (более чем в 2 раза) снижение величины наведенной радиоактивности траков гусениц, изготовленных из стали Г13ЛА, достигалось посредством микролегирования стали гадолинием. Вследствие снижения прочностных, эксплуатационных и литейных качеств этой стали при применении различных примесей содержание гадолиния в ней не должно было превышать 0,15%. Гадолиний вводили в раскисленный металл непосредственно в заливочные ковши перед заливкой форм. Состав стали марки П ЗЛА: железо – 85,1 %, марганец – 12,27%, углерод – 1,21 %, кремний – 0,33%, хром – 0,5%, никель – 0,6%, сера – 0,005%, фосфор -0,018%, гадолиний – 0,06%.
По износостойкости в абразиве все три марки стали – ТВМ, КДЛВТ и ЛГ-13 (ПЗЛА) – были практически одинаковы. Впоследствии к этим маркам стали добавились: МЛТ, 28ХГСН, 35ХГ2, 35СГМ и 40ХС.
Для изготовления пальцев траков применялась горячекатаная сталь трех близких по химическому составу и механическим свойствам марок – 37ХС, 38ХС (для средних и легких танков) и 40ХС (для тяжелых танков). Как заменитель этих марок могла использоваться сталь 27СГТ.
Следует отметить, что на тяжелых и легких танках применялось тянущее зацепление гусениц с ведущими колесами, а на средних – толкающее. При этом в случае толкающего зацепления наблюдались меньшие износы зацепления, но имело место некоторое увеличение напряженности в работе шарниров гусениц.
Исследования по повышению надежности и долговечности танковых гусениц в первый послевоенный период проводились в следующих направлениях:
– совершенствование гусениц с ОМШ;
– создание гусениц с закрытым металлическим шарниром (ЗМШ);
– разработка гусениц с резино-металлическим шарниром (РМШ);
– оценка возможности использования ленточных гусениц.
Для повышения надежности гусениц с ОМШ во второй половине 1950-х гг. во ВНИИ-100 была организована НИР (руководитель -И.Х. Биатов), основная задача которой заключалась в повышении срока службы гусениц за счет их упрочнения, но без изменения конструкции. Возможности улучшения работоспособности гусениц за счет усложнения конструкции шарниров и увеличения их размеров были весьма ограниченными, так как высокие скорости движения танков и общие соображения определяли необходимость снижения массы гусениц, а условия эксплуатации требовали легкой сборки, разборки и замены отдельных деталей. Вопросы увеличения прочности гусениц можно было решить путем рационального выбора и распределения материала, улучшения конфигурации деталей и упрочнения напряженных сечений, а повышение работоспособности цевок, беговой дорожки, гребней, грунтозацепов и зубьев ведущих колес – за счет утолщения или наплавкой твердыми сплавами мест, подверженных износу. Поэтому наиболее сложной задачей стало повышение работоспособности шарниров гусениц (траков).
Повышение срока службы гусеницс ОМШ пытались достичь следующими способами: путем подбора износостойких материалов, хромирования и борирования[53*] пальцев траков; применения уплотнений, ограничивавших попадание абразива в шарнир (в том числе с подачей смазки в шарниры); запрессовки сменных стальных втулок высокой износостойкости в проушины траков; закрепления пальца в проушинах одного из траков (с изменением и без изменения их конструкции), а также уменьшения диаметра пальца с обеспечением прочности шарнира за счет увеличения числа проушин.
Исследования по созданию новых, более износостойких сталей, а также поверхностное легирование проушин и повышение твердости отверстий в проушинах токами высокой частоты (ТВЧ) не дали положительных результатов. Поэтому были разработаны различные варианты гусениц с использованием траков и пальцев с теми или иными из вышеперечисленных изменений, которые прошли испытания в различных дорожных условиях как на серийных машинах (ПТ-76, Т-54, Т-10), так и на опытных образцах («Объект 430», «Объект 277», «Объект 279», «Объект 770»). Например, на танке «Объект 430» в процессе заводских и полигонных испытаний были опробованы несколько вариантов гусениц, собранных из траков, изготовленных из марок сталей 37ХС, 32ХНСЛ и ЛГ-13. Траки гусениц отличались формой их сечения (скелетные или коробчатые), количеством проушин и конструкцией шарнира (плавающий палец, закрепленный Г-образный и закрепленный планками). На танках «Объект 277» и «Объект 770» прошли испытания гусеницы с закрытым шарниром, а на танке «Объект 279» – с закрытым шарниром и трубчатым пальцем.