Многоликий ПМ - [2]
Это сейчас специалисты завода вспоминают как курьёз появившуюся в те годы в отраслевом журнале статью, автор которой, проанализировав уровень технологичности пистолета Макарова, оценил его как эталон нетехнологичной конструкции и предрёк неудачу с постановкой его на массовое производство. Но ведь в самом деле: цапфы предохранителя приходилось точить методом пробной стружки, для чего стоял целый ряд токарных станков, а его флажок опиливать полностью на слесарной операции. А это ещё не самая сложная деталь. Рукоятка изготавливалась фрезерованием из текстолита и по трудоемкости была соизмерима с самой сложной деталью пистолета – рамкой. В те времена районный инженер ГАУ (руководитель военной приёмки по ижевским заводам) полковник А. Ф. Ракетский как-то мечтательно сказал главному инженеру С. К. Казакову: вот бы вам довести сдачу с первого раза до 25 процентов!
В таких ситуациях начинается длительная, трудоёмкая, но при этом внешне незаметная «конечному пользователю» совместная работа технологов и конструкторов, осуществляющих сопровождение серийного изделия. Трудоёмкая – потому что требует длительного анализа размерных связей и кинематики механизмов, порою весьма сложной, потому что зачастую бывает необходимо совместить несовместимое – приемлемую для производства точность изготовления с гарантирующими надёжную работу величинами контакта звеньев и зазоров между ними. Незаметная – потому что внешне устройство механизмов и геометрия деталей не меняются. И тот, кто берёт пистолет в руки, не видит разницы между ПМом начала 50-х и выпущенным два десятка лет спустя.
К 1955-1956 гг. была достигнута взаимозаменяемость. Для контроля сложных по геометрии деталей, в первую очередь ударно-спускового механизма, были разработаны специализированные оптические средства контроля, которых на тот момент не было ни на одном предприятии оружейной промышленности СССР.
Не обошлось и без заметных изменений самой конструкции. Уже после постановки на серийное производство (по свидетельствам ветеранов завода – в конце 1952 г.) выявился опаснейший дефект – непроизвольная автоматическая стрельба, причины которого были выявлены А. А. Климовым и им же разработаны мероприятия по его исключению.
Вскоре после начала серийного производства пришлось отказаться от такого свойства, как автоматическое снятие затвора с останова при присоединении нового магазина: хвостовик останова, взаимодействовавший с магазином и обеспечивавший автоматической сброс затвора, был причиной большого количества задержек. В 1953 г. хвостовик был «аннулирован». Введена дополнительная фиксация боевой пружины на рамке задвижкой. Сделаны более мощными спусковая тяга и предохранительная скоба. Введено хромирование поверхности канала ствола.
В конечном счёте, через три года после начала освоения серийного производства, к 1956 году, пистолет Макарова обрёл свой современный вид. Живучесть с первоначально требовавшегося ТТТ уровня в 3000 выстрелов возросла на одну треть, а уровень надёжности достиг современных требований одна легкоустранимая задержка на 500 выстрелов (при исходном уровне – одна на 200 выстрелов).
К началу 60-х годов пистолет Макарова производился в условиях массового производства. Качество соответствовало требованиям конструкторской документации, но как количество, так и качество доставались дорогой ценой. Для того времени считался нормальным 30-процентный возврат на ремонт с предъявительских испытаний стрельбой. Отходил в брак каждый пятый магазин, ежегодно списывался в брак двухмесячный объём выпуска рамки. Работа по совершенствованию конструкции и технологии изготовления пистолета велась непрерывно, в течение десятилетий.
В результате тщательного анализа были выявлены причины наиболее распространённых задержек пистолета непродвижение патрона и ущемление (прихват) гильзы и реализованы конструктивные мероприятия по их устранению. На ряд наиболее сложных деталей спусковой крючок, курок, предохранитель, шептало были внедрены заготовки, полученные литьём по выплавляемым моделям, что полностью исключило трудоёмкие токарные и ручные работы. Несколько позднее был разработан новый способ литья по выплавляемым моделям, обеспечивающий высокую точность, и освоена в производстве литая рамка пистолета, что позволило на треть сократить количество механических операций и уменьшить брак при изготовлении этой детали. Была изменена конструкция магазина: выдавка под выступ подавателя была заменена пазом, что полностью ликвидировало брак по трещинам, появлявшимся при штамповке корпуса магазина.
В итоге это привело к почти 14-кратному снижению трудоёмкости. На сборке пистолета к середине 80-х годов осталось только восемь слесарей-сборщиков, полностью обеспечивавших выполнение немалой в те времена производственной программы – пистолет практически стали «складывать» из деталей.

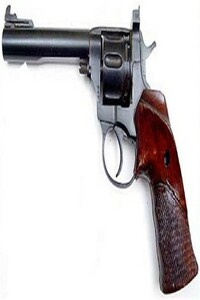
Пистолет Макарова 1949 года выпуска с текстолитовой рукояткой


ПМ 1953 года выпуска. До 1953 года номер пистолета наносился на передний торец затвора

ПМ 1982 года выпуска


Магазины пистолетов ПМ разных годов выпуска. До 1953 года магазин (1) имел хвостовик, взаимодействовавший с нижним рычагом затворной задержки (см. фото внизу). В 1953 году он был «аннулирован» (2), а к середине 80-х годов выдавка под выступ подавателя была заменена пазом (3)