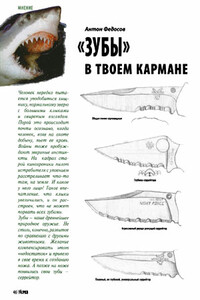
Наиболее полная и развернутая характеристика типов традиционного Дамаска дана Л. Б. Архангельским в статье "О булатах и булатных клинках" (журнал Металлург #8,1999). "В коллекционных образцах оружия нередок так называемый "дикий" узор да-маска, образующийся в результате случайного перемешивания металла в результате ручной ковки... Однако многие мастера предпочитают ковать клинки из "штемпельного" Дамаска с его регулярным узором. "Штемпельным" узор назвали в Германии по способу его образования путем набивки специальным штампом-штемпелем строго упорядоченного рельефа на заготовку клинка, после сошлифовки которого слои искажаются в заданном порядке. Видов этих узоров немного и большинство из них были известны еще в прошлом веке. К ним относятся ступенчатый, волнистый, ромбический (сетчатый) и кольчатый.
Ступенчатый узор характеризуется относительно узкими прядями линий, расположенными поперек клинка. В зависимости от размеров рельефа, тщательности отковки и шлифовки клинка узор может представлять собой либо концентрические овалы, либо разомкнутые, волнистые фигуры, напоминающие ряд сосулек или сталактитов, свисающих с обуха клинка. Распространенным видом "штемпельного" узора является ромбический, имеющий две разновидности. Одну из них получают, насекая поверхность заготовки зубилом крест-на-крест, отчего узор имеет вид сплетенной из нитей сетки, наброшенной на клинок из "дикого" Дамаска. Соответственно, и узор называется "сетчатым". Второй разновидностью является узор, который в Германии называют "мелкие розы". Он имеет вид четких концентрических ромбов и набивается имеющим пирамидальные выступы штампом, похожим на кулинарный молоток для отбивания мяса. Третий, кольчатый вид "штемпельного" узора в США называют "павлиний глаз", поскольку на клинке в четком порядке расположены многочисленные концентрические окружности. Некоторые современные мастера по разметке засверливают непосредственно саму заготовку клинка, другие делают то же самое со штампом, которым и набивают этот узор, когда потребуется. Похожий до неразличимости узор получается, если на заготовке клинка нарезать, а не насечь, сетчатообраз-ный рельеф с высокими квадратными выступами. При расковке эти квадраты вдавливаются и расплываются, образуя регулярный кольчатый узор. Многие мастера в совершенстве овладели и методами изготовления различных разновидностей столь красивого металла, как "турецкий" дамаск. Отличительной особенностью разновидностей "турецкого" или "харалужного" Дамаска являлось то, что клинки отковывались из предварительно туго закрученных прутков неоднородного металла. Узоры при этом получались крайне разнообразными и причудливыми, но технологические приемы их получения можно систематизировать и сгруппировать по мере усложнения изготовление клинка: из одного слоистого закрученного прутка; из одного ряда прутков, закрученных в разные стороны; из таких же прутков, но расположенных в два ряда таким образом, что разные его части откованы с использованием крученого Дамаска разного вида.
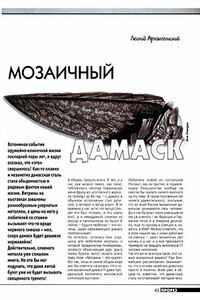
Особую популярность приобрел в последние годы мозаичный дамаск. Steve Schwarzer, Pierre Reverde, Daryl Meier и Hank Knickmeyer осуществили этот технологический прорыв и узоры на их сталях необычны, упорядочены и красивы. Особенностью и отличием мозаичного Дамаска от полученного кузнечной сваркой является то, что узор проектируется заранее и создается путем размещения контрастных металлов различного размера и профиля внутри заготовки. Когда части сковываются вместе внутри заготовки, формируется сложносоставной пакет. Аналогичным образом формируются и мозаичные полотна -контрастные части композиции, приходя в соприкосновение, формируют определенный узор. Метод, который использует Hank Knickmeyer, предусматривает размещение металлических брусков и цилиндров внутри стальной трубы. Он выкладывает основные элементы определенным образом для создания узора и заполняет оставшиеся промежутки заполнителем (филером). Труба спринцуется маслом, после чего наглухо заваривается. В ходе нагревания трубы масло воспламеняется, химически связав оставшийся внутри кислород и сформировав внутри трубы нейтральную среду, оптимальную для образования бездефектной цельнометаллической заготовки. Он нагревает всю трубу в газовом горне и по достижению температуры сварки в один цикл проковывает ее на кузнечном гидравлическом прессе. Возможность создания нейтральной атмосферы является критической для создания качественного сварного массива с такой значительной площадью сварных швов. В этой методике есть один недостаток, - если сварку не удалось завершить в ходе единого цикла, то второй цикл уже невозможен т.к. в сформировавшиеся в ходе деформации трубы микропоры, через которые выходит масло, начнется подсос воздуха, который окислит все еще не проварившиеся поверхности.
Развитием этого направления является метод предложенный Steve Schwarzer и позволяющий получать качественный провар пакета. Он заключается в том, что сварочный контейнер имеет полую трубчатую рукоять на холодном ее конце. Контейнер вакуумируется и заполняется азотом или инертным газом.